Applied Medical Resources optimized operations by integrating cogeneration equipment into its facility.

Learning objectives
- Realize the facility operation’s improvements with cogeneration systems
- Understand performance data to meet facility requirements
- Explain design considerations for cogeneration systems.
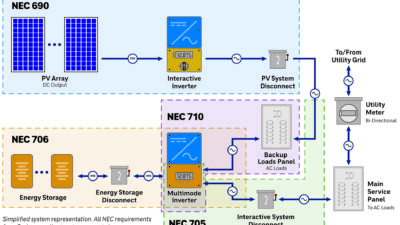
A cogeneration system is not a single technology, but an integrated energy system that can be modified depending upon the needs of the energy end user. This type of system burns natural gas to simultaneously produce electricity and heat (see Figure 2). The heat is recovered from the combustion system’s exhaust stream and converted into useful thermal energy, in the form of steam or hot water, which is either used directly or fed into an absorption chiller to provide cooling.
Expanding manufacturing with onsite generation
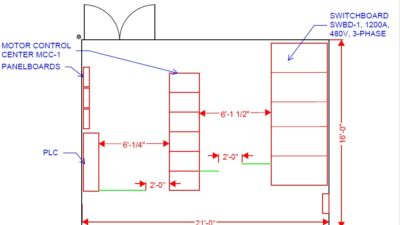
Applied Medical Resources (AMR) was moving its manufacturing equipment into a larger facility and expanding its manufacturing capabilities. The company was interested in providing onsite generation for the two new buildings and central plant located in Lake Forest, Calif. The larger building is used for manufacturing injection-molded parts and operates around the clock with the exception of 2 days per year. The smaller building houses offices and manufacturing support spaces. A bridge structure between the buildings houses the chiller, boiler, and cooling tower systems that serve the HVAC and process cooling/heating loads. The onsite generation equipment would be located in the bridge equipment area.
The manufacturing equipment consisted of existing units that would be relocated as well as new units. Space for future growth was provided. To evaluate the initial and future power requirements of the facility, AMR provided electrical data for the existing manufacturing building currently housing the manufacturing equipment that would be moved. Fifteen-minute data for April 1, 2011, through June 26, 2013, was used to determine the facility’s base electrical load. Monthly data for January 2004 through August 2013 was used to estimate future expansion and increases in electrical load.
The 15-minute electrical data was used to determine the minimum facility load. The four data points for each hour were averaged to obtain the hourly average kilowatts. These averages were then binned in 50-kW increments to determine the percentage of the time the facility was operating within each bin (see Figure 3). It was found that the current injection molding facility operated at 500 kW or less approximately 96% of the time. The maximum facility load during the period was 1,085 kW and occurred less than 1% of the time.
The average kilowatt data for each hour was then analyzed to determine if there were significant differences in weekday and weekend usage. Three day types were used: weekday, Saturday, and Sunday. For each hour, the kilowatt data was averaged by day type (see Figure 4). There was not a significant reduction in usage between the day types. The weekday usage was typically the highest, followed by Saturday and Sunday. In all cases, the average kilowatt measurement was greater than 500 kW.
Based on Figures 3 and 4, a cogeneration system with a 500-kW initial capacity could be operated continuously at nearly full capacity.
Facility growth with cogeneration systems
Future growth also was considered. AMR intended to maintain the rate of growth they had experienced over the previous 5 years. The monthly electrical data was used to calculate the year-over-year increase in consumption (kWh) and demand (kilowatts) for each month and for each year as a whole. The average year-over-year growth factor for consumption was 1.10 kWh and for demand was 1.19 kW. Using this data, the required minimum generation capacity would increase to approximately 1,100 kW in 5 years.
While meeting the facility electrical needs was the primary focus, it was important to understand where the cogeneration system’s heat recovery could be used and to determine the associated minimum load. A process cooling-water system provides a consistent 24-hour load that can be served by the waste heat recovery associated with the cogeneration system. To quantify this load, temporary data collection equipment was installed on the current system in the existing manufacturing building. The system flow, supply temperature, and return temperature were trended on 1-minute intervals.
The tonnage for each 1-minute interval was calculated using the flow and temperature difference data as shown in Table 1. The average hourly tonnage was calculated for each hour by summing the interval data and dividing by the number of intervals. This average hourly tonnage data was used to develop a typical daily load profile for the process cooling-water system. The future growth in process cooling load was assumed to occur at the same rate as the electrical load. All of the observed existing equipment required process cooling water, and future growth in the manufacturing building is directly related to the addition of equipment. A 10% year-over-year growth results in a minimum requirement of 90 tons.
AMR also wanted the system to provide standby power during an extended blackout. The cogeneration system would need to be capable of operating in an "island mode" in a manner acceptable to the electric utility and in compliance with the current code requirements. Island-mode operation of a generator is defined as a generator capable of self-excitation and black start, for supplying power to a distribution system that is electrically isolated from the local utility power supply.
To have this capability, the cogeneration system needs to have an automatic inverter disconnect or shutdown that prevents any power from being fed back into the grid in the event of an outage. It also must have an approved, break-before-make transfer switch to ensure that the generating equipment is only capable of independent operation when disconnected and only supplies specified and controlled loads during the outage.
Choosing generation equipment for cogeneration systems
The type of generation equipment considered was determined by the base electrical load. In general, all generation equipment types perform best when operating at full load. Since the initial base facility load is 500 kW, two types of generating equipment are applicable: microturbines and reciprocating engines. Both types allowed for future system expansion to meet the 5-year base-load projections.
Both generating equipment options required an absorption chiller, chilled-water pumps, hot-water pumps, cooling towers, and connection to the central chilled and heating hot-water systems. The absorption chiller capacity was sized to operate with both the initial 500-kW cogeneration plant and the final 1,000-kW cogeneration plant, so a future chiller would not be required.
An economic analysis was performed to compare the cost of purchasing power to the cost of generating power for each cogeneration system option. The annual run time was used to calculate the annual gross power generation for each option. Parasitic loads for pumps, gas compressors, etc. were subtracted to arrive at the net power generation. Fuel costs were calculated based on the gross power generation. The chilled-water savings was calculated based on a minimum process cooling load of 50 tons. In the event this did not use all of the available heat recovery, the remaining energy was assumed to be used by the heating hot-water system, resulting in heating hot-water savings. Costs for manufacturer maintenance and monitoring agreements were included. The cost to generate power ranged from 6 to 8 cents/kwh, depending on the type of generation equipment.
AMR elected to install three 333-kW microturbines with built-in hot-water heat-recovery capabilities and a 240-ton absorption chiller. The chiller trims load by reducing the chilled-water return temperature to the electric chiller plant. The system is piped to allow the absorption chiller alone to be used when it can meet the facility chilled-water load. In the event all of the heat recovery is not used to produce chilled water, the cogeneration hot-water system is connected to the secondary side of the heating hot-water plant. This ensures that the cogeneration hot-water inlet temperature to the microturbines is as designed to maximize heat recovery and associated absorption chiller capacity.
A chilled-water 100% outside-air variable-speed air handler was provided to serve the microturbine room. It provides the turbine air requirements as well as the cogeneration package cooling-air requirements. The chilled-water coil is used only when the outside air temperature is above 70oF. This minimizes reduced power production from the microturbines during periods of high outside air temperature.
Additional design considerations included:
- Minimize the space-temperature impact of the cogeneration package’s exhaust by capturing this air as it leaves the unit. (This typically requires a fan, as the cogeneration unit’s residual pressure is not designed for duct losses.)
- The three-way hot-water valve provided with the absorber is normally set to bypass on loss of power and has a spring return. The chiller controls this valve and typically opens it gradually, but closes it by removing the power to it. When this valve closes in such a rapid manner, the microturbine exhaust damper can’t react fast enough to divert the exhaust to the atmosphere instead of to heat recovery, causing the microturbine to shut off on a high leaving water temperature safety. The exhaust damper is normally set to atmosphere and has a spring return. This situation was addressed by integrating a normally open relay into the damper circuit and opening the relay when the chiller is commanded "on" and the three-way hot-water valve closes.
- The manufacturer’s microturbine control module required a static IP address and remote access by the manufacturer for system monitoring and service. This must be coordinated with the client’s information technology staff, especially if they typically reset remote access on a set time schedule.
- Space, access, and utilities are required for auxiliary microturbine equipment, such as generating breaking resistors, black-start cabinets, and control cabinets.
- The electric utility requires telemetry when self-generation systems are over a minimum size. For this project, the threshold was 1 MW. Initially, it appeared that the system was just under the threshold at 999 kW. As the project went through the utility application process, however, the design team found that generator nameplate data was required to be on the application in addition to the overall microturbine nameplate data. The total of the generator nameplate data exceeded the 1 MW, and the utility required telemetry. This required another static IP address and space for the telemetry equipment specified by the utility in an existing data room.
The cogeneration system has been operational since March 2016. With the manufacturing building at 60% to 70% of full capacity, the cogeneration system is saving AMR $50,000 to $60,000/month.
Cynthia A. Callaway was the project manager and engineer of record for the AMR cogeneration project. She is with P2S Engineering and has more than 30 years of experience designing mechanical systems for commercial, industrial, and institutional clients.