Engineers should understand variable frequency drive technologies, and the key considerations for designing a VFD to control a motor

Learning objectives
- Understand various variable frequency drive technologies available.
- Identify concerns when designing and installing a VFD, and provide mitigation techniques.
- Know the motor selection criteria based on area classification and application.
Pumping systems are widely used in various process throughout water and wastewater treatment facilities. Most notably, pumping systems are used to transfer water to customers and within the facility. They are also used for grit and sludge removal and feeding/dosing chemicals into a process.
There are many types of pumps on the market. Each pumping system will consist of three basic items: pump, motor and controller. Controllers such as across–the–line starters and reduced–voltage soft starters are used in applications where precision control is not required. In these applications the pump is called to run at full-speed, then turns off.
Variable frequency drives have gained in popularity where precision control is required such as maintaining a flow rate, pressuring, dosing, etc. However, this comes with a cost.
Variable frequency drives
VFDs are known by many names: variable speed drive, adjustable speed drive, adjustable frequency drive, alternating current drive, microdrive, inverter, etc. They are used to control a motor by increasing or decreasing the motor’s speed based on system needs or ramping a motor to a certain speed and maintaining that speed.
To do this, a VFD converts AC power to direct current power and then switches on/off the DC power to control the motor. Advantages of using a VFD include energy savings, speed control and reduction in motor starting current.
VFDs consist of a rectifier bridge, DC bus and an inverter section (see Figure 2). The diodes in the rectifier bridge convert AC power to DC power. An inductor-capacitor filter smooths out the DC power at the DC bus. A pre-charging circuit, consisting of a resistors and bypass contactor, allow the DC bus capacitors to charge slowly preventing damage and/or failure to the capacitors when power is initially applied to the VFD. The inverter section switches on and off insulated-gate bipolar transistor converting the DC bus to a simulated, pulse-width modulated, sine wave.
The following technology is used for VFDs:
- 6-, 12- and 18-pulse drives.
- Active front-end drives.
- Matrix drives.
6-, 12- and 18-pulse drives
The simplest VFD uses a three-phase full-wave diode bridge that consists of six rectifier devices. VFDs in this configuration are known as 6-pulse drives. The current draw at each bridge is not uniform so when the supply is not perfectly balanced the drive produces more harmonics.
To reduce harmonics, a 6-pulse VFD can be converted to a 12-pulse or 18-pulse drive. A 12-pulse VFD consists of two 6-pulse rectifiers in parallel that feed the DC bus and an 18-pulse drive has three 6-pulse rectifiers.
The 12- and 18-pulse rectifiers are connected to a transformer that cause a 20-degree phase shift between the rectified signals and the additional rectifiers effectively reducing harmonics. Due to adding the additional rectifiers and phase shifting transformers the 12-pulse and 18-pulse drives increase the cost and size of the VFD.
Active front-end drives
AFE drives are designed with two inverter sections: active rectifier and inverter/controller. The active rectifier switches on and off IGBTs on the front end of the drive such that it draws nearly sinusoidal current from the power grid. In effect, the AFE provides a perfectly balanced power supply for the drive by actively filtering harmonics generated by the VFD at any given moment. By switching on and off the IGBT in the active filter, the drive creates canceling harmonics that effectively eliminate those created by the standard 6-pulse drive. This reduces the harmonics to the specified levels regardless of typical imbalances in input voltage. Inductor capacitor–type filters are used in most applications to reduce high-frequency current harmonics.
An AFE–type drive can return this energy back to the utility source or motor without adding additional equipment such as braking resistors. When a load forces a motor to mechanically move faster than its setpoint or to spin in the reverse direction the motor acts as a generator. This means that instead of drawing power from the utility source, it transmits excessive power back to the VFD. Unless the VFD is equipped with braking resistors the drive will see the excess power as an adverse condition and shutdown to protect itself from failure.
Matrix drives
The Matrix drive, manufactured by Yaskawa, is a new VFD design on the market. The Matrix drive uses active front end technology. It is an AC to AC drive instead an AC to DC drive. The technology removes the DC bus (see Figure 5) and generates variable frequency AC output directly from the AC input.
By removing the DC bus and replacing it with nine bidirectional IGBTs nonlinear input current draw is eliminated effectively removing harmonics and reduces common mode noise. The Matrix design enables regenerative power to be directed back to the supply or motor similar to AFE drives without additional equipment. In applications that require full speed for significant periods of time, the Matrix can close the appropriate IGBTs to provide a direct connection between input and output to the motor without the use of a bypass contactors.
There are a few applications specific items to consider before installing a Matrix type drive:
- The IGBTs are more subject to damage and failure if there is an input voltage disturbance, which will potentially decrease meantime between failures.
- The output voltage is limited to approximately 90% of input voltage. A motor requires a fixed amount of power to run. This power correlates with ohms law. If the voltage decreases the current will increase to meet the motor’s power requirement. When the increased current is higher than the nameplate current, excessive heat will be generated at the motor. Over time, the excessive heating causes deterioration of motor insulation which shortens the life of the motor and can result in premature failure.
- The Matrix drive does not have DC injection braking. This feature allows a DC voltage to be injected into the winding of the AC motor after the AC voltage is disconnected, providing braking force to the rotor. With no DC bus there is no DC injection braking. In fan applications when the fan is moving in reverse before starting the VFD, the Matrix drive has trouble stopping the fan before ramping up.
Installation considerations
There are multiple items to consider when installing or replacing a VFD: harmonic mitigation, reflected waves motor and cable protection, mitigation of electromagnetic interference/noise and temperature increase.
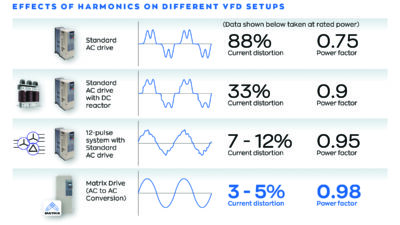
Harmonics — Harmonics are a major concern when considering VFDs. Per IEEE Standard 519-2014: Recommended Practice and Requirements for Harmonic Control in Electric Power Systems, harmonics result from nonlinear loads changing the sinusoidal nature of the AC power current (and consequently the AC voltage drop), thereby resulting in the flow of harmonic currents in the ac power system. These harmonic currents are transmitted through the utility source and lead to voltage harmonics being supplied to other users. Typical VFD harmonic distortions based on SKM Power Tools modules are illustrated in Table 1.
To mitigate harmonic, the existing VFDs were specified as 18-pulse drives and line reactors. The 18-pulse drives were proven to reduce harmonic level below IEEE 519-2014 levels. However, over the past few years, advancements in drive technology and filter designs have been shown to be just as effective at reducing harmonics to IEEE 519-2014 levels for drives lower than 100 horsepower with a smaller footprint and lower cost. For drives greater than 100 horsepower 18-pulse drives are still an option but are slowly being replaced with AFE and the Matrix drive.
Effective harmonic mitigation techniques include:
- Installing 3% or 5% line reactors. The line reactor is an inductor that adds impedance between the incoming power supply and the VFD. The additional impedance helps to protect the drive from input power disruptions and also reduces harmonics levels seen by the source and upstream equipment. Per Transcoil International, line and load reactor basics, if a reactor is specified as either 3% or 5%, this means the reactor will project a 3% or 5% impedance when the current flowing through it is at the rated current of the VFD. Line reactors have been to reduce harmonics level to IEEE 519-2014 levels.
- Installing 12-pulse or higher drives.
- Installing passive/tuned filters (reactors and capacitor); reduces power factor and may cause resonance.
- Installing active filters, which must be oversized due to decreased power factor.
- Installing AFE or Matrix drives.
Reflected waves — Reflected waves, when not mitigated, cause damage to motors and motor leads. Reflected waves are caused by switching on/off the IGBTs in the inverter section of the drive. With newer technology, the IGBTs can be switched on/off in less than a microsecond at upward of 20 kilohertz. The switching causes a pulse to be transmitted down the motor leads. Due to impedance mismatches this pulse can be reflected to the drive.
Because of the higher rates of switching and long cable runs, the reflected waves do fully decay before the next pulse. As a result, the reflected waves encounter incoming waves, their values add up causing higher peak voltages ranging from 1,000 to 2,000 volts at the motor terminals. These reflected waves and peak voltage spikes stress cable insulation, motor insulation and motor windings and bearings effectively reducing the life span of the equipment. Reflected waves are typically not a concern with VFDs rated 208/240 volts AC.
To protect the motor and cabling most of the existing VFDs were equipped with load reactors. Additionally, the motors were specified as inverter duty. The insulation systems for inverter-duty motors should be designed to withstand an upper limit of 3.1 times the motor’s rated line-to-line voltage. This is equivalent to an upper limit of 1,426 peak volts at the motor terminals for a motor rated at 460 volts.
Additional mitigation techniques include:
- Use inverter-duty motors.
- Install motor lead lengths per manufacturer recommendations.
- Install reactors (typically protects to about 500 feet) at the inverter output if motor lead lengths exceed manufacturer recommendations.
- Install derivative of the voltage with respect to time (dv/dt) filters at the inverter output (typically protects to about 2,000 feet).
- Sine filter at the inverter output (not distance limited).
- Snubber circuit at motor (not distance limited).
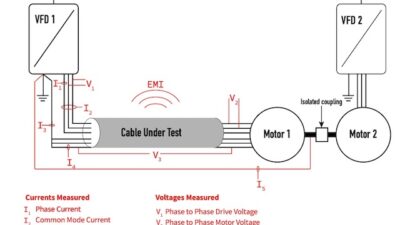
Electromagnetic interference — When a lot of drives are installed in an area, there is a possibility of EMI or common mode currents. These unwanted electrical signals, mostly known as noise, are introduced into the control system and produce undesirable effects in the system. They can cause communication errors, degraded equipment performance and equipment malfunction or nonoperation. Equipment affected by EMI include instruments that uses 4 to 20 milliamperes current loop such as ultrasonic sensors, weighing and temperature sensors, proximity or photoelectric sensors and computers.
Communication equipment such as programmable logic control communication links including RS-232, RS-484, remote input/output, data highway plus, scan bus and device net also can be affected.
Mitigation techniques include:
- Properly installed low–impedance ground system.
- Install input and output shielded VFD cable.
- Install common mode choke.
- EMI filters.
Reactor and filter designs should be recommended by the drive manufacturer because low loss reactors may actually resonate the voltage.
Temperature — VFDs can generate a considerable amount of heat. This occurs during switching on/off the IGBTs. The switching frequency, ranging from 2 kilohertz to 20 kilohertz or greater, is what the drives uses to control the motor. The higher the switching frequency, the more heat is generated. The switching frequency can be changed to help reduce the temperature in the drive. However, adjusting the VFD’s switching frequency comes at a price.
The following results from adjusting the switching frequency at higher frequencies:
- Lower audible noise is heard from the motor. The typically audible range for a person is 20 to 20,000 hertz. PWM produces harmonic currents in the stator of the motor. The magnetic fields produced by these currents can cause vibrations in the mechanical portions of the motor stator resulting in a high–pitched sound resonating from the motor within humans’ audible levels. The high–pitched noise is directly related to the switching frequency; the higher the switching frequency, the higher the pitch. Increasing the switching frequency will eventually cause the frequency of the high–pitched sound to be above the sensitive threshold of most people, which is between 2,000 to 5,000 hertz.
- Increased internal heating inside the VFD. Increasing the switching frequency increases the rate at which the IGBTs turn on and off. This results heat losses that must be dissipated from the drive.
- Lower harmonics.
- Motor heating is reduced due to lower harmonics. Harmonic currents operate at a higher frequency and result in inductive heating at the motor. By reducing increasing harmonic currents, the inductive heating is reduced. There is an indirect relationship between harmonic currents and the switching frequency. The higher the switching frequency, the lower the harmonic current. By increasing the switching, inductive heating at the motor can be decreased.
- The drive requires a larger heat sink, which increases the size of the drive
At lower frequencies the reverse is true.
When equipment generates heat, this heat energy must be removed from the equipment to prevent overheating, which can cause the internal electronics to fail. Some of the heat is dissipated through heat sinks. Fans installed inside the drive are used to direct heat out of the drive through vents in the enclosure. VFDs reject heat under normal operation conditions and that appropriate ventilation/cooling must be provided to reduce the impact that heat would have on the service life of the VFDs.
Motors
Inverter duty type motors (see Figure 6), meet National Electrical Manufacturers Association MG 1: Part 31 and are suitable for use in VFD applications. These motors are manufactured to withstand voltage stress such as reflected waves and ensure reliable operation during the expected 20-year life span.
Inverter-duty motors are subject to effects caused by PWM, including increased motor losses, inadequate ventilation at lower speeds, increased dielectric stresses on motor windings, magnetic noise and shaft currents. The main concern when controlling a motor using a VFD is reflected waves. Reflected waves generated by VFDs produce peak voltages ranging from 1,000 to 2,000 volts that can be seen at motor terminals. As mentioned previously, the reflected wave peak voltage spikes stress cable insulation and motor insulation, windings and bearings effectively reducing the life span of the equipment.
To ensure reliable operation of motors, NEMA MG 1: Motors and Generators provides two parts for specifying manufacturing standards for motors used with VFDs. In Part 30.2.2.8, the insulation of a motor is required to withstand peak voltage of 1,000 volts. The standard noted that as long as the peak voltage is less than 1,000 volts with a rise time greater than 2 microseconds, there will be no significant reduction in service life. However, as newer technology has been introduced into the market, Part 31 was added requiring a 460-volt rated motor to withstand to 1,600 volts at a rise time of 0.1 microseconds.
When VFDs and inverter-duty motors are installed and operated per manufacturer requirements, no significant reduction in service life should occur when the peak voltage at the motor terminals effectively mitigated. Where the installation requires installing a motor at a distance greater than the manufacturer recommended maximum distance, consider installing dV/dT filters or load reactors to reduce peak voltage spikes.
General-purpose versus inverter-duty motor
The inverter-duty motors have the following characters when compared with the standard induction motors.
- Inverter-duty motors are NEMA Premium efficiency type motors.
- Motor winding use vacuum impregnated technique to eliminate the air pockets due to increase in temperature.
- The insulation material is suitable for higher temperature rating. Normally the inverter-duty motors insulation class is greater than F (temperature rating of 155°C).