Engineers should work to design the most efficient water heating system or boiler possible.
Learning objectives:
- Understand the codes and standards that guide water heating system design.
- Learn how to design water heating systems to meet requirements.
- Understand key equipment functions of boilers and similar systems.
Over the years, HVAC engineers have been challenged to provide more efficient and sustainable designs that meet societal demands to reduce the overall carbon footprint of a facility. Performance guidelines provided by programs such as the U.S. Green Building Council, Green Globes, and Energy Star provide guidelines for energy efficiency, while agencies such as the Environmental Protection Agency (EPA) and the Dept. of Energy (DOE) establish compliance guidelines for commercial HVAC systems.
Generally speaking, manufacturers developed equipment with improved operating characteristics and efficiencies driven by DOE regulations and the addition of ASHRAE Standard 90.1 or, in some instances such as chillers, the need to change due to the climatological impact of the refrigerant as regulated by Section 608 of the Clean Air Act. While equipment efficiencies improved, the proper installation and application of this equipment once configured as an operating system was often misapplied. The natural assumption was that by using highly efficient components, the overall system operation would follow suit as it was integrated with other highly efficient components.
The failure of this mind-set became apparent with chilled water systems and the variety of pumping configurations available. This created a more analytical approach to not only chiller static full-load efficiency ratings, but also how single and multiple chillers operated together at part-load, the efficiencies at those conditions, and the hours operating at these specific conditions. This, along with cooling tower and variable speed pumping strategies, produce highly efficient systems.
As time went on, hot water heaters/boilers also became more efficient out of necessity to be competitive and to meet new regulations. Unfortunately, the application of the variety of boiler types, properly integrated with system pumping and loading configurations along with control strategies, was overlooked to some extent. A boiler was a boiler. It provided hot water and it was 86% efficient, at best. In general, boiler efficiencies range from 80% to 96%. In some cases, several smaller boilers may have been configured to operate in sequence, which provided a certain level of redundancy and operational steps while attempting to keep the boilers at maximum firing rates to maintain them at a higher efficiency.
Limitations affecting a hot water system’s overall efficiencies were based on two fundamental factors. First, the misapplication of boiler type/size, and second, the ability of the boiler’s burner to completely modulate in response to the demand for hot water. In most cases, burners were stepped down or up in a number of stages, or what is known as turndown ratio. The most common was usually four steps, or 25% increments of modulation. Some boilers have higher turndown ratios or, in some instances, infinite modulation with variable speed blowers.
Newer equipment burners now may have the ability to provide infinite modulation and very high efficiencies. While this may seem like great news, there are still limitations and operational pitfalls if proper application and control strategies are not considered. The 2012 ASHRAE Handbook–HVAC Systems and Equipment provides a thorough discussion of boiler types, configurations, and general applications for new installations.
Selecting the proper boiler
A boiler can provide either hot water or steam, which makes it a pressure vessel and subject to the American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code. In the spectrum of available heating media, boilers can provide steam from 5 to 160 psig and higher. Conversely, hot water can be provided from as low as 85 F to in excess of 230 F in high temperatures/pressure water systems. These conditions are produced by a variety of boiler types grouped into general classes. Working temperature, pressure, fuel type, type of draft (mechanical or natural), and construction type are just a few of the identifying properties of boilers. There are other characteristics such as the general configuration of the heating surfaces (tubes) and condensing/noncondensing types. Selecting the proper type of boiler to meet the application requirements has a direct impact on system performance.
In the case of existing boilers, Energy Star has a software package called Portfolio Manager that allows an owner to track consumption and any changes to overall facility operations. Consumption data from utility bills is input and used to benchmark the performance of a building. The tool can be useful to establish system efficiency and operational costs.
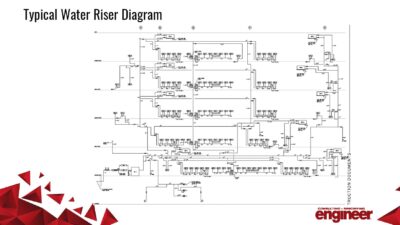
The most common types of boilers used today for commercial applications are a high-efficiency noncondensing modular type, high-efficiency condensing type, or a Scotch marine type for larger applications. The Scotch marine boiler can be identified by a central fluid backed combustion chamber, which is surrounded by fire tubes with two or more hot gas paths, passing through the heating surface area. These are not a condensing type and are limited in overall efficiency, mostly due to burner turndown capabilities and heat exchanger material. Water temperatures below 140 F usually cause the flue gas to condense, which will corrode the cast iron or steel heat exchanger components. In most situations, the boiler plant will be configured as shown in the hot water piping schematic. Noncondensing boilers must have return water temperatures above 140 F to avoid thermal shock.
Conversely, higher boiler efficiencies can be maintained with new condensing type boilers, which are designed to allow the flue gas water vapor to approach or pass through the condensate point, thereby releasing more heat. These units traditionally have a stainless steel heat exchanger. Condensing boilers provide high overall efficiencies due to the high turndown or modulating characteristics of the burners. Additional efficiencies are achieved by using lower return water temperatures or a larger temperature difference between the supply and return water temperature.
Keep in mind that the heat exchangers of condensing boilers are designed to operate with the corrosive condensate of the flue gas vapor. In most cases, there will be a flue gas condensate collection point and drain at the base of the boiler, usually rated at 88% efficient or higher. This condensate is mildly corrosive and may have to be treated with a neutralizing agent prior to discharging it to a municipal drain (check the local codes).
In addition to collecting the condensate, the boiler exhaust stacks must be made of a corrosion-resistant material such as stainless steel, aluminized steel, or PVC. Most manufacturers provide directives with respect to recommended flue type.
Determining efficiency
While the construction industry seems to like the fact that condensing boilers are very efficient, there seems to be some confusion regarding the value of the efficiency and how to properly use them in heating applications.
To begin, there are three types or levels of efficiencies:
- The first type, and easiest to use for comparison, is thermal efficiency, which is also referred to as overall efficiency. This is simply defined as the gross output divided by the total energy input, which can be exactly established under laboratory test conditions.
- The second is combustion efficiency, defined as the input energy loss and the stack losses divided by input. In most conditions, noncondensing boilers have efficiency ratings of 75% to 86%. Condensing boilers are in the range of 88% or higher for combustion efficiency. Combustion efficiency is usually higher than the overall efficiency (thermal efficiency) due to surface radiation losses included in the rating.
- The third type of efficiency, and most pertinent to energy use, is seasonal efficiency. This type of efficiency is the actual measured and tabulated operating efficiency that is achieved throughout a heating season, either calculated or observed. This accounts for the actual input and output over a variety of load conditions throughout a heating season. Traditionally, it is this value that is used to establish equipment performance by the DOE, EPA, and other agencies. This value also provides a reasonable value based on actual part load performance throughout a season, which helps in evaluating overall energy consumption.
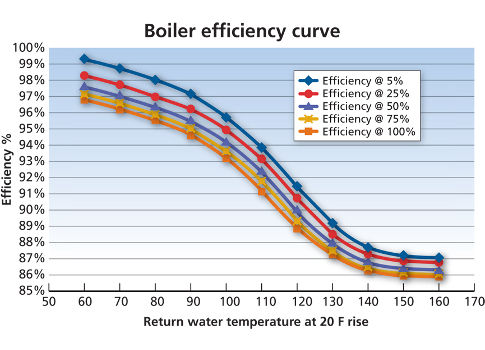
As noted in Figure 1, boiler efficiencies change in response to the partial loads imposed. Accurate energy consumption estimates should include the efficiency at partial load conditions for the number of hours in that range. It is not necessarily the annual consumption of gas for a published fixed efficiency versus a higher valve.
Performance codes and standards for boilers are defined by several agencies such as the Gas Appliance Manufacturers Association (GAMA), formerly the Institute of Boiler and Radiator Manufacturers (IBR); the Steel Boiler Institute (SBI); the American Gas Association (AGA); or UL. The DOE establishes the performance codes. Building construction standards are set by ASME. Given the range of efficiency benchmarks and numerous approving agencies, it is not surprising that engineers and owners sometimes get confused when selecting equipment.
The primary purpose of these agencies is to individually verify and certify boiler ratings as well as safety guidelines and standards regarding installation procedures and operation safety standards.
While design engineers and owners are focused on the end result, the variations of boiler configurations and ratings can become confusing or overwhelming, even more so for evaluating condensing or high-efficiency boilers and applications.
To understand the concept of high efficiency and condensing, there must first be a brief discussion of the basic process of combustion as it applies to heating devices. In most applications, natural gas is the primary fuel. The chemical that makes up the majority of natural gas is methane (CH4). Depending on where the gas is refined, there will be other hydrocarbons such as hexane, propane, and pentane as well as trace amounts of sulfur. During the combustion process, the following reactions occur:
- Hydrogen and oxygen become water vapor and heat.
- Carbon and oxygen become carbon dioxide and heat.
- Sulfur and oxygen become sulfur dioxide and heat.
- Oxygen for the combustion process is provided by the combustion air, which contains about 21% oxygen, approximately 78% nitrogen, and the remaining amount attributed to inert gasses.
In an ideal combustion process, a burner requires the exact quantity of air to provide the required oxygen molecules to have complete combustion.
This exact quantity of air is called the stoichiometric quantity. Unfortunately, in the real world, there is no ideal burner. Therefore, even when the stoichiometric quantity is provided, there is usually insufficient time for mixing to occur, which would ensure all the fuel molecules combine with the oxygen molecules. To ensure combustion will be as complete as possible, excess air/oxygen is provided. This is not a random amount of air, but a factory determined value based on getting the maximum amount of oxygen to the point of combustion.
Incomplete combustion will produce carbon monoxide, which, even in small quantities, is a deadly gas. The general causes of incomplete combustion are:
- The flame temperature is cooled prior to complete combustion (cold heat exchanger)
- Insufficient time to burn (too much air)
- Poor mixing of fuel and air
- Insufficient supply air to the flame.
In reality, there will always be some trace amounts of carbon monoxide because—in the real world—there is no such thing as an ideal burner or combustion process.
In very simple terms, a boiler’s efficiency is output energy divided by the input energy. Two factors that have a major impact on boiler performance are the amount of excess air and the entering water temperature.
As additional excess air is introduced, additional hot gasses will be exhausted, which reduces the amount of heat transferred to the heat exchanger. Lower entering water results in lower efficiency losses, due to the cooler gasses leaving the boiler. In other words, the maximum amount of heat transfer is occurring between the flue gas and water.
Water in the flue gas leaves as a vapor. As the flue gasses become cooler, the water will begin to drop below dewpoint and a percentage of the vapor will condense out as a liquid. In the process of changing phases from a vapor to a liquid, there are about 1000 Btus per lb. being transferred to the heating system. When operated in a condensing mode, the residual condensate will be somewhat acidic by absorbing some of the products of combustion. The most commonly formed acids are sulfuric, hydrochloric, and carbonic, which are extremely corrosive.
For this reason, heat exchangers and flue gas exhaust systems must be made of corrosion-resistant material, and, as stated earlier, local codes may prevent direct draining of the acidic condensate to a common sewer. To alleviate this issue, there are a variety of filter systems that will neutralize the solution before going to the drain.
Selecting a boiler
For commercial and light industrial applications, the boiler of choice is a high-efficiency boiler. Traditionally, industry standards define “high-efficiency” as anything with annualized fuel use above 85%. Anything that is 88% efficient or higher is considered a condensing boiler. Both of these boiler types have a separated/sealed combustion chamber. This allows cold outside air to be preheated by the exhaust gasses. Noncondensing high-efficiency boilers usually limit the return water temperature to 140 F to prevent the flue gasses from condensing and corroding the heat exchanger.
Condensing boilers achieve maximum efficiencies with colder return water temperature (see Figure 2). However, keeping the return water temperature as low as possible places some limitations on the leaving water temperature.
Traditionally, most boiler output capacity is based on a required flow rate (gpm) and temperature rise. For example, a boiler has an output capacity of 200,000 Btuh. The minimum required water flow is 15 gpm.
Using the formula
delta T = 200,000 Btuh / 15 gpm x 500
the boiler water temperature difference is 26.67 F. This means that if you want to meet an efficiency of approximately 87% (just at the condensing point), the return water temperature would be 130 F and the leaving water (supply to heating terminal devices) would be 157 F.
It is important to remember that from a heat transfer perspective, there is quality and there is quantity. Heat of a higher quality (temperature) will transfer more quickly and require less surface area. With respect to quantity, it may make sense to have the appropriate number of Btus, but if they cannot be transferred quickly enough, the system will fail.
This will work as a supply water temperature to meet the heating loads. However, lower water temperatures require more heating surface area to be effective. That increase in surface area adds cost to the project, by way of larger equipment, piping, and pumps as well as added air and water. Pressure drop also should be considered, which requires larger motors.
High-efficiency boilers above 87% are condensing type boilers. Most manufacturers identify the units as such and have designed heat exchangers to withstand the corrosive environment in the combustion chamber.
Some engineers provide designs that use nothing but the ultra-high-efficient condensing boilers with low-temperature water to ensure the boilers are condensing at all times. Unfortunately, this single-focused mind-set is not always the appropriate application. In many instances, it will do nothing more than add unwarranted costs to the project, without meeting the projected savings.
This goes back to the idea of single component efficiency, as well as not fully understanding the efficiencies of a total system and the interaction of the individual components operating harmoniously as a single unit.
Making the best decision
To select a new boiler, the design engineer should ask several questions:
- What is the annual boiler efficiency?
- Does the unit have a fully modulating burner?
- What is the operational/loading profile for a season of operation?
For illustration purposes, assume a new building has four air handling units, which each provide 15,000 cfm of air. The mixed/entering air temperature to the hot water coil is 40 F, and the leaving air temperature is 85 F. Based on the airflow requirements, each hot water coil has a heating capacity of 732 MBH. Using a 30 F water temperature differential to determine coil water flow, the data was entered into a coil selection program. Keeping face velocity the same, the selection program produced the following data:
Based on the above data, it would appear that the coil performance would approach the calculated design requirements. C-2 will require additional costs for added fins to the heating coil. Additional air side pressure drop will requirement approximately 0.32 hp per fan. There would be a savings of approximately 0.0003 hp (for the purest) per unit. In this case, the energy differences become insignificant. Based on water temperatures, additional costs will be realized for more heat transfer surfaces at the coil.
Next, the operational costs and first costs have to be evaluated based on a conventional high-efficiency boiler at 86% efficiency and a condensing type boiler operating at 92% efficiency. Boiler efficiencies vary at part-load conditions, so the method of determining the annual consumption should involve hourly data based on actual hourly weather data or hourly bin temperatures. Using a bin temperature for the Chicago region as part of an Excel spreadsheet, a reasonable consumption value can be produced for each boiler. Based on a fuel cost of $1.25 per therm, an 86% efficient boiler will have an operating cost of approximately $118,000 per year, whereas the 92% efficient condensing boiler will have an operating cost of approximately $110,000 per year. This produces an operating saving cost of $8,000 per year. At an efficiency of 86%, two boilers with an output rating of 1760 MBH will be required.
The first cost for each boiler is approximately $27,400 each, for a total first cost of $54,800. The cost of two high-efficiency condensing boilers is $80,700. The additional first cost to install high-efficiency condensing hot water boilers is $25,900. If the additional costs for larger heating coils are incidental or ignored, the simple return on investment for high-efficiency condensing boilers is 3.23 years. In most cases, this would be a reasonable return on investment (ROI) period.
While this example shows a comparison that is favorable to lower water temperatures via condensing boilers, there are situations in which the same application would not be feasible for this simple reason: As water temperatures get lower and DT across the boiler is widened, heating surfaces have to increase and additional water flow is required, along with larger pumps and fans. For example, if you tried to use a boiler leaving water temperature in the 130 to 140 F range with 30 DT, the heating coils will require larger surface areas, especially in cold climates. Fuel consumption savings can be composed of fuel cost, pumping, and fan energy.
In the final analysis, the design engineer must be aware of a number of factors regarding boiler system efficiencies. Individual component efficiency is not the only consideration. The equipment has to be evaluated as an integrated system with attention paid to partial load efficiencies. Keep in mind that efforts to squeeze that last percent out of the boiler can be expensive from an initial first cost basis.
In the end, it becomes the building owner’s decision. Just be prepared to present a realistic analysis and avoid the feel-good part at first. Stick to the facts.
Peter D. Zak is a senior mechanical engineer with Miller Engineering. He has more than 35 years of experience in the design of mechanical systems. He has also been an adjunct professor at the Milwaukee School of Engineering, where he developed and taught a series of courses on the design of mechanical building systems. He is licensed in 23 states and is an emeritus member of the Consulting-Specifying Engineer editorial advisory board.