A gelatin manufacturing facility implemented an energy-reduction program to reduce energy consumption and increase profitability.
At a strategic meeting with its competitors, a gelatin manufacturing firm learned that it was using more energy per pound of produced gelatin than its competitors were. To reduce energy consumption and therefore increase profitability and remain competitive, a program was implemented to improve the efficiency of energy use across the production facility.
Manufacturing gelatin requires tens of thousands of gallons of hot water every day. Gelatin is a widely used naturally occurring product that can be extracted from animal bones. Bones that have been pelletized and chemically pretreated are soaked in hot water for extended periods of time, naturally drawing out gelatin from the bone into the water. In the gel extraction processing step at the production facility, pelletized bones are loaded into more than 70 tanks in sequential manner. After the bone is loaded, the tanks are filled with hot water for a defined amount of time and then the water is slowly removed and replenished for many hours. Downstream of the gelatin extraction vessels, the produced solution is filtered, concentrated, and then dried into a solid product.
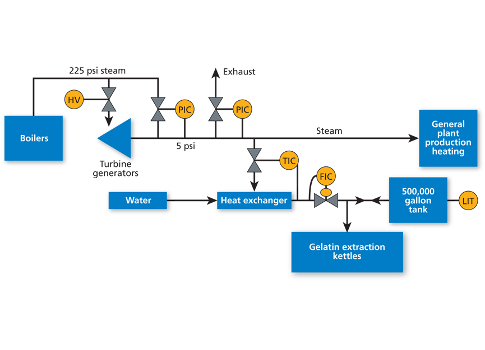
The gelatin manufacturing site has a cogeneration utility system that creates electricity from steam generating boilers. The maximum steam pressure is 225 psi, and the steam flowed through three turbine generators to produce electricity. The 70 psi steam is extracted from the turbines to feed production services requiring 70 psi steam, and low-pressure steam is exhausted from the noncondensing turbines at a nominal pressure of 5 psig. The low-pressure steam is distributed across the manufacturing site for production and space heating purposes. The low-pressure steam header changes pressure based on the turbine generator loads, manufacturing production loads, and plant heating loads.
A pressure-reducing valve also exists to create low-pressure steam directly from the 225 psi steam header; operation of that valve is not desirable because no electricity can be produced by the steam that flows through it. The pressure-reducing valve does not start to open unless the header pressure falls below 3 psig.
Low-pressure steam begins to automatically exhaust to the atmosphere through a control valve if the header pressure rises above 7 psig; however, exhausting the low-pressure wastes energy.
A 500,000-gal tank stores the 180 F water that is used for the gelatin production process. Low-pressure steam condenses in a shell and tube heat exchanger to heat the water used for extraction of gelatin. The temperature of water produced was controlled in feedback mode by operating a steam flow valve based on the temperature of water exiting the shell and tube heat exchanger. The temperature of water that was sent to the storage tank was kept at a constant value.
The challenge
The rate of creation of hot water used for extraction of gelatin was originally controlled manually by the steam plant operators by adjusting the flow rate of water through the heat exchanger. The operators would observe the level of water in the storage tank and based on previous experience and various process conditions, flow adjustments were made. Due to the inconsistencies that come with human error and manual processes, the storage tank would be periodically overfilled or left to run dry. Running dry caused delays in the extraction process, reducing production volume and creating variability in product quality. Tank overflows were wasteful for both the lost water and the energy that had been added to the water.
In addition, operators were responsible for manually adjusting the turbine generators’ steam rate. The steam rate had a direct correlation with the pressure in the low-pressure steam header. The company wanted to maintain steam flow through the turbine generators that resulted in no makeup through the 225 psi to low-pressure pressure-reducing valve and no flow through the low-pressure steam to exhaust valve. In other words, it was desirable to maintain the low-pressure steam header pressure between 3 and 7 psig.
Steam plant operators had to frequently monitor many process parameters while deciding how much steam to flow through the turbine generator and what the rate of hot water production should be. The monitored points included:
-
Level of hot water in the storage tank. The tank should never overflow the tank or run dry.
-
Low-pressure steam header pressure. The pressure was an indicator of how well the plant was being loaded.
-
Flow rate of hot water produced.
-
Flow rate of water to the gelatin extraction system. This flow could be compared with the rate of water being produced and the tank level to see if the amount of water in storage was a concern.
-
Controller output to the 225 psi low-pressure reducing steam valve. An unclosed valve indicates that energy is being wasted.
-
Controller output to the low-pressure steam header exhaust valve. An unclosed valve indicates that energy is being wasted.
-
Rate of electricity purchased from the local utility. Limits existed to how much electricity could be acquired.
-
Rate of electricity produced by the turbine generators. The generators had capacity limits.
-
Produced temperature of hot water. Low steam supply pressure could result in low water supply temperature.
Due to different levels of attention to detail by operators and concern for the efficiency of energy usage, some operators made many adjustments during their shift and others made few changes. Shifts that had few process adjustments frequently had long periods of time of excessive wasted energy. Circular chart recorders were used for observation of the process parameters over time. The recorders showed that, on average, the 225 psi low-pressure reducing steam valve or the low-pressure exhaust steam valve were at least partially open approximately 6 hours per day of operation.
The conservation solution
The company developed an energy conservation project to automate loading of the turbine generator and the rate of hot water production. A programmable logic controller (PLC) was purchased for automation of the controls, and a human-machine interface (HMI) was acquired for display and adjustment of parameters in addition to creation of trend charts for historical data display. In addition, a motorized valve assembly was acquired for automated adjustment of steam flow through one of the turbine generators.
A controls engineer created logic in the PLC to automatically make the steam and hot water flow adjustments. In addition, a process engineer determined that the temperature of produced hot water could be automatically increased to store additional energy without negatively affecting production. The maximum temperature allowed for the water was increased from 180 to 190 F. Increasing the maximum temperature allowed for increased energy storage in the water and reduced exhaust/waste of steam.
The key process parameter that was used for automated adjustments was the low-pressure steam header pressure. Incremental adjustments are automatically initiated at six different header pressures:
-
If above 6.6 psi, steam flow rate through the turbine generator is slowly reduced.
-
If above 6.3 psi, the rate of hot water produced is slowly increased (maximum setpoint of 600 gpm).
-
If above 6.0 psi, temperature of hot water produced is slowly increased (maximum setpoint was 190 F).
-
If below 4.0 psi, temperature of hot water produced is slowly decreased (minimum setpoint was 180 F).
-
If below 3.7 psi, the rate of hot water produced is slowly decreased (minimum setpoint of 100 gpm).
-
If below 3.4 psi, steam rate to the turbine generator is slowly increased.
Interlocks were also implemented to assure that the turbine generator steam rate was maintained within its normal operating limits, and power purchased through the connection with the local public utility was maintained within its limits. In addition, logic was implemented related to the level of water in the storage tank to assure that it did not overflow or run dry. Automatic adjustments based on low-pressure steam header pressure were allowed as long as the tank water level was 30% to 70% full. If the level exceeded those limits, the rate of hot water production was slowly adjusted to assure that the tank never overfills or goes dry.
After the project was implemented, the amount of time that the 225 psi to low pressure-reducing steam valve or the low-pressure exhaust steam valve was at least partially open was reduced from 6 hours per day to less than 1 hour, resulting in a considerable amount of savings to the company. In addition to the energy savings, the amount of time and focus required by steam plant operators to maintain efficient operation of the utility systems was greatly reduced, allowing them to focus on other areas in production.
Dan Curry is a manufacturing process consultant with Optimation Technology. He has worked as a process engineer and manufacturing consultant for nearly 30 years for clients including Eastman Kodak, Pactiv, Mascoma, American Aerogel, Salt Water Solutions, and 3M.