Rely on codes and standards to develop a robust arc flash mitigation plan.
Learning objectives
- Develop a successful arc flash mitigation plan.
- Interpret the relevant codes and standards that address arc flash protection.
- Specify systems that meet these codes.
- Integrate arc flash reduction solutions into electrical system designs.
The term “arc flash hazard” first became prominent in the electrical industry when it showed up in the 2002 edition of NFPA 70-2002: National Electrical Code (NEC), Article 110.16, Flash Protection, requiring that all equipment “likely to require examination, adjustment, servicing, or maintenance while energized” be provided with a label stating a potential arc flash hazard exists at that piece of electrical equipment. It was added into the NEC in response to the large amount of arc flash related injuries in the industry. The results of an arc flash incident include damage to electrical equipment, outages, and personnel injury in the form of burns due to extreme temperatures, eye damage due to the flash, and ear damage due to the pressure-wave propagation. In the NEC editions released since 2002, there have been continual adjustments and additions with the focus of creating a safer environment for people who must operate and maintain electrical systems.
It is also important to understand what the codes, regulations, and standards say about requirements and best practices. Starting with code, NEC Article 110.16 requires labeling, NEC Article 110.21 adds requirements for legibility of the labeling, and now NEC Article 240.87 requires arc flash mitigation on equipment rated 1,200 A or higher. There are options for compliance listed within Article 240.87, which are now available with advances in safety driven by manufacturers’ innovations to create safer working environments.
In addition to the NEC, NFPA 70E-2015: Standard for Electrical Safety in the Workplace is an electrical safety standard enforced by OSHA and referenced in the NEC as supplemental information in flash protection and flash labeling. NFPA 70E is the authoritative standard for best practices on developing an arc flash mitigation program. In addition, IEEE 1584-2002: Guide for Performing Arc Flash Calculations provides a method for calculating incident energy possible at locations within the electrical system that is referenced by NFPA 70E. These codes and standards are all aligned in a collective push to create safer electrical systems to operate and maintain, and reduce the rate of injury or death due to arc flash incidents.
To support this worthy goal, this article provides highlights to important factors that will assist you as part of your arc flash mitigation program for your facility. It will also touch on the basics of arc flash hazard evaluation, but the primary focus is to provide practical application and knowledge to those looking to implement a mitigation plan.
Background
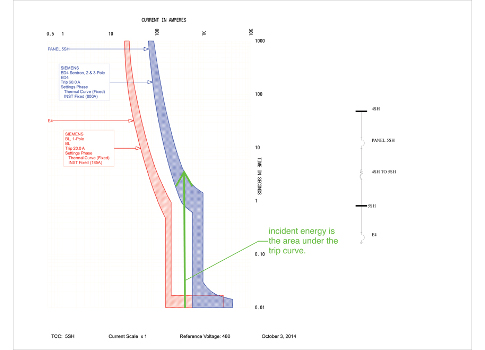
The first step in mitigating arc flash hazards in a facility is to develop an understanding of what it is, where the hazards are, and to what level they exist. A basic understanding of how an arc flash occurs and some of its causes is required. Simply put, arc flash incident energy is the amount of energy measured in calories per square centimeter that can be emitted in an arcing situation until the overcurrent protection devices (OCPDs) open to clear the fault (see Figure 1). Its two main components are arcing fault current and the amount of time it is allowed to exist. Mitigation should work to minimize arcing fault current and time. It is not necessarily the areas in your electrical system with high arcing fault current that are the most dangerous, but the slightly lesser arcing fault current that is allowed to propagate for a much longer time that can be the most dangerous condition.
It is also important to understand that the fault current calculated for equipment ratings is different than the fault current used for the arc flash calculations. The fault current calculated for equipment ratings is based on a 3-phase bolted fault, which is theoretically the highest level of fault current that can be generated at that particular location in the electrical system, and its resulting energy is dissipated into the equipment. The fault current calculated for arc flash calculations is an arcing fault, which is generally a much lower value than the bolted fault, but its resulting energy is dissipated into the surrounding environment. This dissipation into the surrounding environment is what causes the arc flash.
Arc flashes can be caused by improper equipment installation, equipment or component failure, a dropped tool in the equipment, corrosion, condensation, or even dust inside the energized compartments (see Figure 2).
Electrical equipment is manufactured to strict safety requirements that amount to insulation between energized and grounded parts based on voltage and amperage that it will contain. Most commonly, the insulating media uses air as the nonconductive media, but other media such as mineral oil are used as well. When something creates a conductive path between energized parts or energized parts and grounded parts, or closes the gap between them, an arc forms and jumps from energized to grounded parts. This release of energy rapidly raises the temperature of the arc to the point of combustion. In worst-case scenarios where a hazardous category exists (greater than 40 cal/cm2), the state of the material can be changed from solid to liquid or gas. Copper vapor expands to 67,000 times its solid-state size. This rapid expansion creates an explosion in which the concussive force is beyond what the human body can withstand. No amount of fireproof personal protection equipment (PPE) will save personnel from injury or death in that scenario.
Best practices
Ultimately, the best practice in mitigating arc flash hazards is to do everything in your power (no pun intended) to de-energize electrical equipment before examination, adjustment, servicing, or maintaining it. This may seem like an obviously silly statement, but the reality is that this concept does not get enough attention during design or during the development of operational procedures. When budgets and operations allow, design your system for redundant equipment that can be de-energized to maintain it without affecting the mission of the facility. Developing operational procedures to allow the facility to continue to function without that electrical equipment during scheduled maintenance can help prepare facilities and the organizations within them to know what to do in an unplanned incident that renders the equipment unusable. It can be used for advantage as part of an emergency preparedness program as well as a safe maintenance program. In facilities that require a very high level of reliability, such as data centers, laboratories, and health care facilities, calculating tripping times is a very important factor to discuss early in the design phase to develop a plan that works for the budget and the needs of the project.
Certainly, there is a place in many of today’s facilities where it simply is not practical to turn off the power to the equipment without jeopardizing the mission of the facility. If you have provided all the redundant systems that your budget can handle to create equipment that can be maintained without disruption to the load, and thoughtfully considered all the operational practices that will be employed in the facility without disruption to the critical functions, there is sometimes a portion of the system that must be safely maintained while energized. A common example is in a health care facility downstream from a critical transfer switch that feeds a surgical suite, and your construction budget didn’t allow for redundant circuits and equipment to the operating room. This equipment must be safely maintained while energized, and done so operationally between surgeries as to not affect patient safety. In this situation, what should be done? The answer is a carefully conducted study of the electrical system to determine the level or risk at that location, and the level of protection needed to protect personnel.
An arc flash study includes creating relevant time-current curves and developing an accurate one-line diagram by inputting all the wire sizes and lengths, OCPDs and their adjustable settings in relationship to each other, transformer impedances, and, of course, the available fault current (typically available from the utility), and any on-site emergency power sources (see Figure 3). While not necessary to complete an accurate arc flash study, it is recommended that a complete system selective-coordination study be completed first. The coordination study will determine the protective device settings that dictate the time expected for that energy to dissipate until the circuit is open. It is recommended to have a coordination study completed prior to running the arc flash calculation, because any adjustments to protective device settings will alter the calculation results. This is an important detail to keep in mind because it can be easy to overlook protective device adjustments, which can change the arc flash hazard in the system. Simply dialing in a circuit breaker’s instantaneous settings to keep a motor from tripping on inrush current without recalculating the arc flash hazard is a mistake that can leave a worker with a false sense of security about the hazard that exists in that location.
However, running the calculations and printing out the stickers to slap on the face of the equipment stating flash category and required PPE is still missing a step. The intermediate step of optimizing safety conditions by lowering the arc flash category where possible is a prudent step to take. The fault current available at a particular location is, for the most part, a variable you don’t have much influence over, especially in existing facilities. So lowering the arc flash category is achieved by adjusting the OCPD settings, if they are adjustable, to shorten the time variable in the equation. In an existing facility, there are definitely limitations to the adjustments you make to influence the arc flash category on a particular piece of equipment. In cases where you can do this during the design phase, it may even dictate changing fuses to breakers or relays that have better adjustment abilities to provide a more protective environment. Care must be taken in adjusting settings for OCPDs. Lowering settings below a transformer inrush curve or a motor starting curve to lower the arc flash category will not be an acceptable solution. There is also a need to introduce the competing priorities in this process that must be considered when making adjustments.
In all electrical systems, there are competing priorities for reliability and safety. The most reliable systems achieve no overlap in time-current curves during the selective coordination process, but, in doing so, purposely delay the reaction time of circuit breakers or fuses in a system to allow the downstream devices to clear a fault. This achieves positive results in reliability by guaranteeing the smallest possible amount of disruption to the electrical system. However, it potentially creates very hazardous conditions for maintenance personnel by introducing those time delays. Shaving off milliseconds in OCPD reaction time makes a big difference in the amount of energy allowed to dissipate. This has been an age-old struggle in the electrical engineering world to find that proper balance between selective coordination and arc flash safety. In 2005, it came to the forefront when the requirement was introduced into NEC Article 700.28, requiring selective coordination of an emergency power system. This makes sense to ensure maximum reliability of systems required to operate in a life safety situation in a building. However, the consequence is a less safe electrical system to maintain. In some cases, such as a hospital, these systems are supporting life 24/7. Maintaining these systems while operational are quite common in the industry. The industry has found a good balance between reliability and safety in the health care industry by allowing some time-current-curve overlap in the 0.10 sec or less region of the curve. This is a good example of a proper balance of the competing priorities.
An important detail to emphasize is an often misinterpreted statement in one of our reference documents. IEEE 1584, states that “equipment below 240 V need not be considered unless it involves at least one 125 kVA or larger low-impedance transformer in its immediate power supply.” The reason for this statement is that in testing under these conditions, the voltage and available fault current is not enough to sustain an arc flash. However, NFPA 70E clearly stipulates that all equipment operating at 50 V or greater that may be worked on while energized be studied and labeled. There are conditions when a 75 kVA, 480 to 208/120 V transformer with a thermal magnetic breaker on the secondary can have surprisingly high arc flash categories, especially on older breakers, due to their time-current-curve properties (see Figure 4).
Another important detail that must not be overlooked is when a particular piece of equipment has multiple power sources (see Figure 5). The arc flash hazard conditions will change based on the source feeding the fault, and it’s not always the greater fault-current source that is the worst case. Consider a hypothetical example of a facility that has an emergency generator with less fault-generating capacity than the utility source. Equipment downstream from the transfer switch will be subject to different conditions depending on which source is currently feeding the load (see Figure 6). The available fault current when the generator is feeding the fault falls into a lower current range, which the breaker protecting it may allow much more time to propagate, resulting in a higher incident energy level on the generator than on the utility. That equipment should be labeled with the worst-case level or, in some cases, organizations may choose to have two labels, depending on the connected source. It is worthy to clarify that the fault current in this example indicates bolted-fault values that are different from both sources. However, the arcing fault is a derivative of a calculation using the bolted fault current, so it will have a similar differential depending on the position of the upstream transfer switch.
Technologies to integrate into design
Another influence you have in the design phase is the use of different technologies in electrical equipment to help mitigate arc flash hazards. In fact, if you are operating under NEC-2011 or later, some level of these technologies may be required. First introduced in 2011 as “noninstantaneous trip” in Article 240.87, the corresponding section in the 2014 edition is now more inclusively called “Arc Energy Reduction.” It was introduced to recognize that some of the main circuit breakers in facilities were being designed with a very high instantaneous setting referred to in the industry as “noninstantaneous.” Restriction on this was placed to keep arc flash hazard in mind. NEC-2014 clarifies the intent and requires either zone-selective interlocking, differential relaying, reduced-energy maintenance switches, an energy-reducing active arc flash mitigation system, or an approved equivalent means. The purpose of these methods is to reduce arc flash hazards by speeding up the reaction time of the OCPDs.
The first method listed for compliance is the zone-selective interlocking method. This method is a great technique to employ when you have large distribution switchgear that can be arranged to speed up feeder-breaker reaction time. The positive aspects of this method are that it is fairly inexpensive, it preserves selective coordination, and is a common technology that has been deployed for many years. It works by communications between breakers that you want to selectively coordinate without otherwise adding time delay that creates a higher arc flash hazard. In the example one-line diagram shown in Figure 7, a fault condition at Fault A will generate a restraint signal from the feeder breaker to the main breaker to keep the main breaker closed and let the feeder breaker clear. A fault condition at Fault B will not have a restraint signal to the main breaker, so it will clear appropriately. This method is most commonly used in best practices for 480 V applications, particularly at main service entrance equipment.
The second method for compliance with NEC, Article 240.87 is differential relaying. Differential relaying can be a great solution for certain medium-voltage applications. This method works like zone-selective interlocking in that it communicates between protection devices, maintains selective coordination, and improves the speed of reaction time in a fault condition. However, it differs in that it uses relay-class current transformers (CTs) and a relay to do the communication. The relay totals all the current coming in and going out of the equipment aiming for a net zero. If there is a fault condition in the equipment, it will cause an imbalance in the current summation, causing the relay to operate. Because of the size and expense of housing these CTs in the equipment, they are used most often in medium-voltage applications and not in applications designed for 480 V or less.
The third method listed for compliance in reducing arc flash energy in equipment 1,200 A or larger is a reduced-energy maintenance switch. More facilities are seeing the value in implementing a reduced-energy maintenance switch, which essentially changes the settings of the OCPD to lower the hazard level at a given piece of equipment for operation and maintenance activities. This will remove the ability for the adjacent devices to selectively coordinate, but it is being done in a calculated manner for the safety of the personnel. This can be a great solution for many organizations, but it’s not a good fit for everyone. However, the maintenance staff must consider where this maintenance switch should be located, and develop operational procedures to ensure that it gets set back to its original state when maintenance activities are completed. It is not automatic like the two previous methods, and it requires human interaction to place it into its two different states. There are options of connecting to occupancy sensors that can automatically lower OCPD settings to the safer condition any time occupancy is sensed in the room, but that’s a consideration for the operational team during the design process.
Another recent innovation is the availability of energy-reducing active arc flash mitigation systems. This is the fourth acceptable method listed in NEC Article 240.87 for reducing arc flash energy. This technology looks for an intense flash of light along with a high rate of current rise to determine an arc flash condition and extinguish the arc by opening the appropriate breaker without delay. The advantage of this is that the system maintains selective coordination while having a greater level of protection than standard systems. The cost premium may well be justified in certain applications. This protection method is most commonly used in conjunction with metal-enclosed switchgear manufactured to IEEE C37.20.7-2007: Guide for Testing Metal-Enclosed Switchgear Rated up to 38 kV for Internal Arc Faults. It has common applications in both 480 V and medium-voltage systems.
The final option is the approach of equivalency. This leaves the door open to further innovation to reduce risk to personnel through alternate technologies and methods. This is an exciting opportunity for some facilities, engineers, and manufacturers to come up with alternate solutions that prove to be equally or more effective than currently available methods. This undoubtedly will help drive innovation from problems that require different solutions than the ones explicitly listed in the codes.
Ensuring personnel safety
In summary, those with a new facility, or those with an existing facility looking to reach compliance with current codes have several considerations to navigate. Start by developing an arc flash mitigation plan that meets your organizational goals for increased personnel safety. Implementing operational procedures for de-energizing equipment during maintenance activities is the first approach. When that is not feasible, an arc flash study of the electrical system by a qualified engineer will reveal where various levels of hazards exist and how to manage them. If you have the luxury of a brand new electrical system in the early phases of design, there are many great ways to influence arc flash mitigation through careful design and implementation of the most fitting technologies for your application. If you have an existing system that you are trying to enhance with safety measures, there are options for retrofitting technologies. The proper integration of design features, labeling, and operational procedures for maintenance activities will give you the satisfaction that you are doing everything possible to ensure personnel are safe in your facility.
Mark A. Montgomery is vice president at WSP+ccrd, a WSP company. He has 17 years of experience in the consulting engineering industry and has been conducting arc flash studies for more than 10 years.