Boiler codes and design standards provide the basic guidelines for boiler application, design, construction, and operations.

Learning Objectives
- Grasp the codes, standards, and guidelines that assist in specifying boilers and boiler systems.
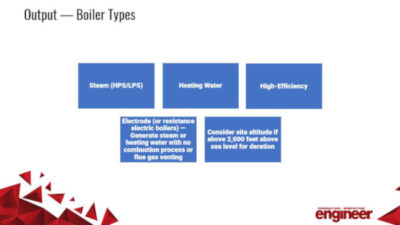
- Know the different types of boilers available and understand when to specify each type.
- Understand how control systems play into the overall boiler design.
Boilers come in various sizes, shapes, and colors. They are used to generate hot water or steam for process or heating applications. This article will focus on steam generation, as requirements for both types are similar until steam is generated within the drum.
The American Society of Mechanical Engineers (ASME) Boiler Pressure Vessel Code (BPVC), Section I, governs the design, fabrication, installation, and operation of fired pressure vessels (vessels in which steam is generated). The BPVC is one of the two primary references that engineers will require when designing boiler systems. The other is NFPA 85: Code on Boiler Combustion Systems and Hazards. NFPA 85 provides the requirements for the fuel and combustion systems that are used to heat the boiler. Compliance with both codes is required for safe boiler operation. Materials will be briefly reviewed, as their selection is governed by the process fluid and its properties.
A great wealth of knowledge is provided within ASME BPVC Section I. Depending on the boiler type and components, the limits of jurisdiction are defined within Section I and refer to ASME B31.1: Power Piping Code for the remainder of the requirements. The common limits engineers should be aware of are the water inlet and the steam outlet. The incoming water limit for Section I is at the inlet connection of the second isolation valve from the nozzle of the first water component of the boiler. This can either be an economizer or the drum itself. Steam limits vary depending upon the component and ASME BPVC, Section 1 should be reviewed.
NFPA 85 is applicable to boilers with heat inputs of 12.5 MMBtu/h or greater. Another important code in the design and installation of boilers is ASME B31.1. This code is applicable to the piping connecting to the boiler proper that are not under the jurisdiction of ASME BPVC Section I.
The design of boiler systems first requires the engineer to understand the requirements for the unit by understanding the system requirements it will be serving. This would include steam flow, pressure, and temperature requirements necessary to account for system pressure and temperature losses including the anticipated losses up to the boiler connection at the non-return valve. Steam-flow requirements are based on end use, plus losses in the distribution system including steam traps and leaks.
Understanding the system losses and adding them to the actual steam usage plus a growth factor, typically 1% per year, will assist in developing the steam generation required. Working with the boiler supplier, the engineer can select the necessary guaranteed outlet conditions of the boiler.
Piping and materials for boilers
Materials of construction will be dependent upon the selected input and output steam/water properties as well as the fuel being consumed. The typical materials used in the industry are A53-B/C and A106-B/C carbon steel for feedwater, fuel gas, and steam. The tubes within the boiler itself are selected by the boiler manufacturer but typically will be carbon steel of seamless construction.
Helical welded tubes are occasionally quoted as they are easier to fabricate. However, care must be taken with their use in environments where liquid or biomass fuels are used since the sulfur, sodium, and chloride contents, when combusted, can damage tubes if left unchecked. Should a superheater section be used or a compact boiler employed with a high heat-release rate, materials can be upgraded with carbon-molybdenum or chromium-molybdenum (chrome-moly). A typical chrome-moly used is P11, which contains ~1.25% chromium. Drum materials are selected by operating conditions, but for package boilers under 250,000 lb/hour operation, it is common to see A516-70 carbon steel.
Boiler fuel supplies
Fuels in use today include natural gas, No. 2 fuel oil, ultra-low sulfur diesel, and solid fuels including coal, biomass, and other materials that can be mixed with those base fuels. Deciding the fuel early in the design is important because the boiler supplier will select the burner based on the selected fuel. In addition to the type of fuel, the quality of the fuel selected will affect burner selection, turndown, and output.
If natural gas is supplied, the incoming pressure, temperature, and higher heating value will need to be provided. If the gas is subject to varying conditions, such as water entrainment, high sulfur content, or other constituent changes, this must be included in the fuels report to the boiler/burner supplier. It will assist with the selection of a burner that meets the needs of the boiler and the need for upstream equipment including heaters, separators, and pressure-control equipment.
Desired boiler efficiency
It is the responsibility of the engineer and owner to define the desired efficiency of the boiler. This is typically defined at around 80% at minimum boiler operating conditions. Efficiency is measured by how much heat is input to the boiler to generate the target output divided by the ideal heat input to convert the target mass of water into steam (or hot water). This is impacted by several factors that the engineer should include in the boiler specifications.
Primary factors that are often overlooked are ambient conditions. Average annual conditions are the common values provided, but to ensure operational efficiency is met throughout the year, the maximum and minimum ambient conditions also need to be provided. These include temperature, wet-bulb temperature, humidity, and any air-bound contaminants that would get pulled into an air intake.
Contaminants can include debris from harvesting of field crops, seeds from trees that float, excessive snow, or other solids that could be carried by the wind. These items, when known, can be accounted for and filtered. Debris in the airstream can plug filters and bearings or add fuel to the burner that is not accounted for, which would affect heat input. Some debris, especially field crops, contain sodium and other components that, when heated, become sticky and can plug burners, stick to tubes, create hot spots, plug gas paths, and limit overall boiler capacity.
Boiler water supply
Water supply quality has a large impact on boiler performance. All boiler suppliers require supply water that meets ASME and/or American Boiler Manufacturers Association (ABMA) boiler feedwater-quality standards. These quality standards are dependent, in part, upon the boiler-outlet pressure and define the feedwater conditions that the owner must supply to meet the warranty requirements provided by the boiler manufacturer.
The required boiler feedwater must also be deaerated to remove excess oxygen and noncondensable gases prior to admittance into the boiler. This process requires the use of low-pressure steam, commonly referred to as “pegging steam.” If this steam is being supplied by the boiler, then the parasitic load needs to be accounted for during design. The feedwater rate used for design should be determined based on the output of the boilerand the associated the boiler blowdown rate, typically 5% to 8% of the steam generated, plus the growth margin determined during the steam-consumption calculations.
Feedwater piping should be capable of supplying the boiler with the maximum flow rate as well as excess margin and minimal pressure loss. The outlet of the deaerator should discharge to the boiler feedwater pumps with as much suction head as possible. The net positive suction head (NPSH) available to the boiler feed pump should be maximized. This reduces the horsepower requirements of the pumps. It also provides a time buffer in the event of a water supply failure at the deaerator inlet and reduces the chance of operating the boiler feedwater pumps in a low-NPSH condition, which can lead to cavitation and impeller damage.
Boiler feedwater pumps should be capable of supplying the boiler with water at a pressure at least 3% higher than that of the drum operating pressure. An evaluation of the line routing from the pump outlet to the drum inlet should be performed and pressure losses calculated to determine the proper discharge pressure. In the case of an existing system, this is critical to determine if existing pumps can supply a new boiler in a remote location where frictional losses may be greater than expected.
Boiler specification should be determined early
Boiler operation and design should be determined prior to developing a purchase specification. Design requirements to keep in mind are boiler turndown, control, and maintenance. These items are typically “known,” but often are not considered in the design or thought out to the point where they are included in the boiler’s provided options. Boiler turndown is simply the ability to reduce the steam output from the 100% design-output point to a defined minimum value.
A base boiler is generally provided with a 4:1 turndown, which means it will be capable of stable operation at 25% of the maximum load. Operation outside of this range needs to be identified in the specifications with any known durations. Boiler manufacturers will select burners and the heating-surface area to attempt to accommodate reduced loads while meeting emissions requirements. If this requested turndown is difficult to obtain, a steam-vent valve can be provided that will open and release steam either to a flash tank or to the atmosphere through a silencer.
Turndown also impacts the maximum output, as owners occasionally request higher-than-normal steam flows from units. This is to be defined by the specification with a known operational time limit. A typical request is 110% of maximum load to permit excess steam generation while starting up another boiler. This is often limited to 4 hours and will affect the burner, fuel gas skid, steam line, tube, heat-release area, and fan sizing. These items should be reviewed at all load points to determine if the proper conditions have been applied.
Boiler controls
Boiler control can be the responsibility of the manufacturer or the owner/engineer. The manufacturer will supply controls that are compliant with ASME Section I and NFPA 85, but may not take into account operation of multiple boilers, master controls, or shutdown requirements that are unique to the site. A common request is for the manufacturer to supply its control logic and then have the owner/engineer provide comments to the logic provided for approval by the manufacturer.
Owner modifications may fall outside the normal practice of NFPA 85. Recommendations are to limit modifications. Any modifications will have notes/comments added to the logic diagrams from the manufacturer. An item that typically is contested is the time related to alarms prior to a boiler trip. Manufacturers often include 6-second delays on these alarms. These delays are often adjusted by the owner to give additional time for operations to evaluate the alarm and determine if they can adjust other units to alleviate the alarm condition. This is compliant with NFPA, but is not always preferred by the manufacturer. These changes need to be evaluated by all parties to ensure compliance with warranty terms.
Operations and maintenance of boilers
Maintenance is a critical design aspect that seems to be reviewed late in the design process. When boilers need repairs, and they will at some point, accessibility to the commonly touched components is important. Scaffolding, man lifts, and other temporary access can be provided, but will add time and budget to any outage. Planning for common maintenance, such as relief valve rebuilds, rear-wall tube replacements, or steam (upper) drum chevron inspection/replacement, will reduce overall costs and improve efficiency. These items can be expensive during a capital installation project, but over time will shorten outage durations, which will offset the initial cost increases.
Another maintenance item not usually considered is access to the tubes on the floor of the boiler firebox and back gas path. Boilers are typically installed on a slab or small pedestal at each support beam. This does not allow for access below the boiler. When tubes leak within the boiler, the steam will blow either into the gas stream or onto adjacent tubes. When a boiler is shut down, these leaks can pool on the floor. The pooled liquid either sits and corrodes the tubes or flashes to steam during start-up. Both conditions can cause damage to the surface of the tube, which leads to additional leaks.
When repairs are needed, there is not access to the bottom side of the tube for welding, resulting in more tubes needing replacement to access all sides of the tube. To facilitate the repairs, the boiler pedestals can be heightened to allow 4 ft. of clearance below the lowest tube. This will increase the height of pedestals and adjust the stack inlet point. Identifying this requirement in the specifications will allow the manufacturer to provide components and support steel designed for this access.
Boiler codes and design standards provide the basic guidelines for boiler application, design, construction, and operations. These codes are intended to guide engineers in their tasks to meet the client’s needs while providing for a safe, efficient, reliable installation. While these codes and standards provide background for the basic boiler requirements, experience with and understanding of them is crucial for their proper application.
HVAC data: boilers/boiler systems
- 57% of engineers are currently specifying boilers, domestic hot water systems; 23% expect to specify these systems over the next 12 to 24 months. Source: Consulting-Specifying Engineer 2017 HVAC and Building Automation Systems Study
- 52% of firms have obtained design revenue from boilers, domestic hot water systems in the past year. Source: Consulting-Specifying Engineer 2017 HVAC and Building Automation Systems Study
David Goetz is a senior project manager and Sam Huff is a senior mechanical engineer at Burns & McDonnell. Goetz has been involved in the design, construction, and start-up of campus central-plant and distribution projects including numerous boiler-replacement and -installation projects over the past 25 years. Huff’s experience involves design, construction, and start-up of utility projects including extensive experience with boilers, steam turbines, and pipe-stress analysis for utility systems.