Learn about early misconceptions and lack of standardization around VFD cables
Learning Objectives
- Understand the impact of cable type and installation on system performance in variable frequency drive to motor operations.
- Learn about drive speed and torque’s impact on system performance in variable frequency drive to motor operations.
- Show the impact of cable constructions in variable frequency drive on motor operations.
VFD insights
- Review test data comparing the distinct advantages of properly terminated variable frequency drive (VFD) cables over thermoplastic high heat-resistant nylon (THHN) between the variable frequency drive and motor in factory automation environments.
- The proper drive to motor cable can significantly enhance a facility’s operational performance, yet this difference is often imperceptible without appropriate test equipment.
- Extensive testing has shown that the correct selection and installation of VFD cables, particularly those that are properly shielded and terminated, are crucial to minimizing high-frequency ground currents and reducing electromagnetic interference (EMI), thereby improving the reliability of factory floor operations.
It is a simple concept, but many are shocked by the difference the proper drive to motor cable can make in their facility’s operational performance. Furthermore, without the appropriate test equipment, the difference is imperceptible.
Variable frequency drives (VFDs) are unique devices that combine high voltages and currents with high-frequency waveforms. We typically do not work with devices like this. Usually, we limit high power to 60 Hz (or up to 400 Hz in aircraft applications) and high frequencies to low-power applications. Drives combine them. Even a relatively small drive can put out many amps at hundreds of volts with frequency components in the tens of megahertz.
This combination of high voltage, current and frequency can create unexpected problems on the factory floor. Motors can fail, drives can trip or fail and other equipment, including radios, sensors, alarms and programmable logic controllers can have problems operating and prematurely fail. Fortunately, it is possible to mitigate these issues and the solution is simple: use properly terminated VFD cables between drives and motors.
The history of VFDs
VFD cable constructions became available in the late 1990s after incorporating the insulated gate bipolar transistor into drives. These new power transistors had much faster rise times than their predecessors. This evolution allowed drives to become smaller, less expensive, more energy efficient and more precise in control, but they also had the undesirable side effects mentioned above. Cable manufacturers quickly offered new cable constructions to their customers but often did not understand or communicate proper installation practices. Instead, they oversimplified the story, causing customers to believe that VFD cable was the magic cure-all for all factory automation issues caused by these new drives.
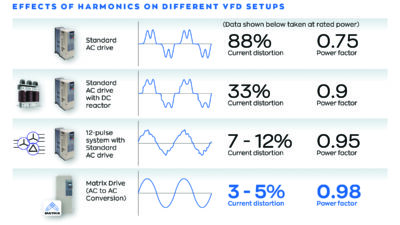
Customers’ results often did not live up to the manufacturer’s claims. One primary reason for the disconnect was that proper installation practices were not communicated or followed. Additionally, sales representatives unknowingly overpromised what the cable could do (for instance, VFD cable does not help with harmonics or reduce reflected wave amplitude). Another critical factor exists; it has been more than 25 years since the first VFD cable hit the market and as of this writing, there is still no standard in the U.S. for this specific cable construction. As a result of these obstacles and misconceptions, some VFD cable constructions have done more harm than good.
Motor testing is key for VFDs
It was determined that testing should be performed to help educate the industry on this topic. However, the only existing testing found on drive to motor cables was a 1997 IEEE paper titled “Evaluation of Motor Power Cables for PWM AC Drives” by John Bentley and Patrick Link. The paper was informative and well-written, but perhaps too technical for the average factory floor engineer and while it did evaluate eight different cable constructions, many of these constructions are not used in North America and none of the cables chosen included the most common cable used for application in the U.S. or Canada —standard building wire.
The cables tested in this paper were as follows:
- Five NFPA 70: National Electrical Code (NEC) Type MC (metal clad) cable constructions.
- One NEC Type TC (tray cable) cable construction with no shield.
- Two International Electrotechnical Commission cable constructions.



Two currents (total ground and standard mode current) and two voltages (motor frame and crosstalk voltage) were measured. The results clearly showed that shielded cable outperformed unshielded cable. The best cable performed was a continuously corrugated and welded aluminum armored cable with three conductors and three grounds.
The paper did provide some interesting insights but also had some shortcomings. The best-performing cable is a construction that is seldom used on factory floors because of its installation difficulty. There was no comparison between the performance of the most common cable used in these installations (unshielded building wire) and other constructions. Also, shield termination methods were briefly addressed but were not a significant part of the study. Finally, as the paper is more than 25 years old, most of the cables tested are no longer installed in factories.
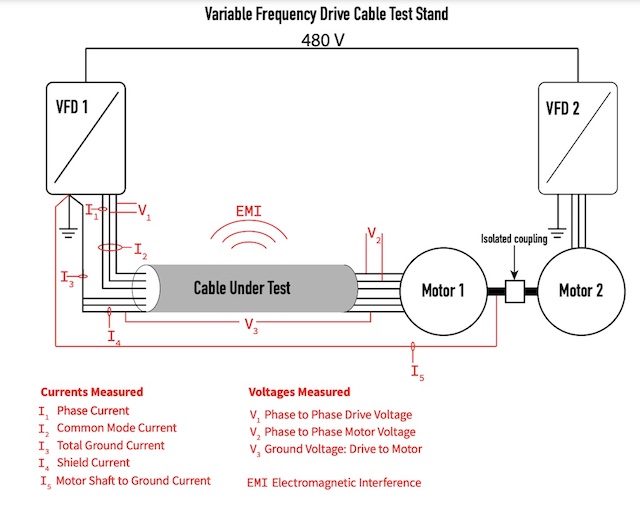
Over the past year and a half, Southwire engineers have been conducting tests on various cable constructions currently used in this application on the factory floor. The team built a dedicated test stand (see Figure 4). In addition to testing cables, we tested different installation methods to see how system performance varies with cable termination methods.
Extensive testing helped to determine how the cable connecting the drive to the motor and its installation method could affect factory floor performance. Currents and voltages were measured throughout the system while motors ran at different speeds, loads and cable lengths. The selection of the cable and proper shield termination significantly impacted system performance. Tests were run on seven different cable constructions, three building wire constructions (four-conductor thermoplastic high heat-resistant nylon (THHN) tray cable, four-conductor cross-linked high-heat water-resistant (XHHW) tray cable and four single conductor THHN wires) and four VFD cable constructions (two four-conductor nonsymmetrical cables and two three-conductor three-ground symmetrical cables). Tests were run on cables of 30 and 300 feet in length, with up to seven different shield termination methods. Testing was also performed at two fundamental motor speeds (25 and 75 Hz) and two loads (0% and 40% torque).
Results of VFD testing
Data analysis is ongoing; three interesting findings include:
1. Cable type and installation have a significant influence on system performance.
Cables and installations were classified into one of three groups: standard cables (unshielded THHN and XHHW), properly terminated VFD cables using electromagnetic compatibility clamps and VFD shield termination kits and improperly terminated VFD cables (no termination of the cable shield). System ground currents measured in each cable group significantly reduced unwanted high-frequency ground currents with properly terminated VFD cable (see Figure 5). Radiated electromagnetic interference (EMI) also was lower when a shielded cable was installed, provided the shield was bonded to the ground at least at one end. If not, the EMI levels of the shielded cable were similar to the EMI level seen with unshielded standard wires, like THHN and XHHW.

Radiated EMI can adversely affect nearby electrical equipment, causing intermittent operation, false alarms and premature failure. The effect of system ground currents drives create (a form of conducted EMI) can have a similar impact as radiated EMI. However, while radiated EMI decreases the farther from the source, conducted EMI does not.

These conducted EMI ground currents consist of high-frequency current spikes and can be several times the drive’s output current. Properly terminated VFD cable creates a low impedance path at high frequency via the cable shield. It pushes most of that unwanted, noisy current along this controlled path. It isolates it from the building ground, thus minimizing the ground current spikes from flowing past factory equipment where it can cause damage.
2. Drive speed and torque have minimal influence on system performance.
It does not matter if the motors are running at full speed or slow or if the load is heavy or light; these issues exist regardless. When test results were compared as a percentage of drive current, there was little difference between tests irrespective of whether the tests ran the drives at 25 or 75 Hz and whether the motor experienced 0% or 40% load. This is because the source of these unwanted currents and voltages is the speedy rise times (50 to 100 ns) of the pulse width modulated voltage waveforms that the drive puts out.
3. Some cable constructions are much easier to install correctly than others.
One unexpected but significant finding was that some VFD cables allow for a more “foolproof” installation than others. Southwire’s three-conductor VFD cable with three bare grounds (3 + 3) performed well regardless of the shield termination method. This is because the bare ground, which is in contact with the cable shield, bonds the shield to the ground at both ends. The classic four-conductor design incorporates an insulated ground and performance varies depending on the shield termination methods. Testing confirms most drive manufacturers’ recommendations that the cable shield be bonded to the ground at both the motor and the drive.
Properly terminated VFD cable is the best way to control unwanted current spikes on the ground, as seen in the motor shaft current and ground current graphs below. It also provides the best protection against EMI.