Michael Lyda, motor and drive engineer with Advanced Energy Corp., explains tips and tools for efficient motor management in this transcript from a December 2020 webcast.
Michael Lyda, motor and drive engineer with Advanced Energy Corp., explains tips and tools for efficient motor management in this transcript from a December 2020. Part four focuses on variable frequency drives (VFDs). This has been lightly edited for clarity.
Variable frequency drive tips and advice
So now we’re into our fourth and final topic, variable frequency drives. This content includes VFD basics, identifying potential applications to add VFDs, and some application issues involved with VFDs.
Courtesy: CFE Media, Advanced Energy Corp.[/caption]
Old speed control methods prior to the VFDs here listed include dual speed machines, gearboxes, pulleys, belts, soft starts, baffles.
What are the advantages of VFDs?
- Speed control. It’s easy to start and stop the motor. No inrush current at the motor terminals means less stress on the motor windings.
- Improved process control for precise applications, especially when you add encoder feedback in your VFD package.
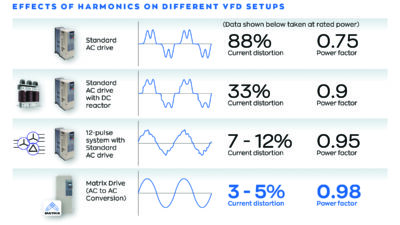
- High quality VFDs will have a high-power factor at all motor loads since the capacitors and the VFD are offsetting the inductance of the motor.
Some disadvantages of using VFDs are additional capital investment. You may have to ask the boss for more money. My experience, it doesn’t always go well.
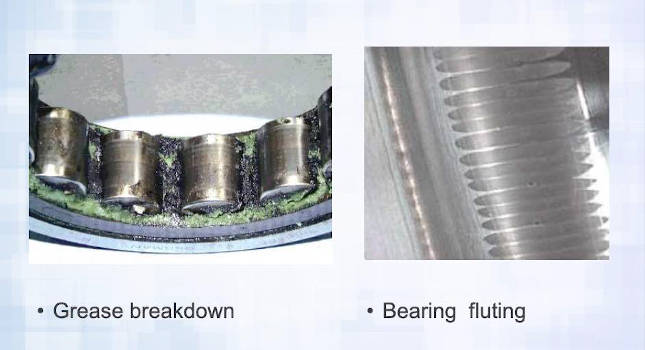
VFDs also add harmonic distortion to your system due to their capacitive nature. You may experience nuisance tripping in your application if the VFD isn’t programmed or sized correctly. And lastly, the VFD could actually reduce motor life.
Courtesy: CFE Media, Advanced Energy Corp.[/caption]
Courtesy: CFE Media, Advanced Energy Corp.[/caption]
Courtesy: CFE Media, Advanced Energy Corp.[/caption]
Courtesy: CFE Media, Advanced Energy Corp.[/caption]
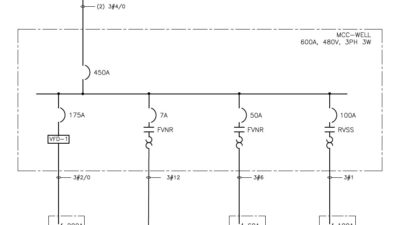
If you’ve done what we call a motor survey of your facility, you’ll capture a lot of this information. Look at the estimated, or better yet, exact run hours. We recommend looking at all centrifugal loads with operating hours over 6,000 hours annual usage.
Courtesy: CFE Media, Advanced Energy Corp.[/caption]
Courtesy: CFE Media, Advanced Energy Corp.[/caption]
Next we’re going to look at three different applications and compare the validity of adding a VFD. First we look at a poor VFD candidate, a very highly loaded application.
You may ask, why shouldn’t we add VFDs to highly loaded applications? The VFD itself does use some energy. If you put a VFD on a motor and the motor is running near full load, you’re adding unnecessary power to the circuit and actually raising your electricity usage. Adding a VFD doesn’t make sense here.
Second example, we see a moderately loaded application. Most of the operating time is spent around 60% to 70% load. This presents a good opportunity to slow the motor and capture some energy savings based on the affinity laws.
Finally, with our third example, we have a moderate to low load at application, even some loading below 50%, but still with high operating hours overall. This is an excellent candidate for adding a VFD and presents a great opportunity for significant energy savings.
Courtesy: CFE Media, Advanced Energy Corp.[/caption]
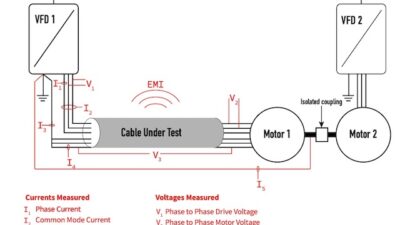
Because of the pulse-width modulated signal the VFD is sending to the motor, the motor terminals may actually see a peak voltage of three to four times the rated voltage of the machine. Higher quality VFDs find ways to mitigate this, but not all of them. The issue becomes especially bad when you have long leads between the VFD and the motor, which is very common in industrial facilities.
You may have a control room on one end of the plant where VFDs are housed that are feeding motors all across the facility. This is not good news for the motor windings.
Courtesy: CFE Media, Advanced Energy Corp.[/caption]
Today we covered the motor basics, motor applications, motor management, and variable frequency drives. I have listed a few references here. If you’re working around motor testing, IEEE standard 112 is very good, mainly for three-phase machines, IEEE standard 114 for single-phase machines. General motor knowledge and specifications, you can use NEMA MG1. I call it the motor bible.
For motor repairs, you see the last standard listed, EASA AR100. And that one actually has a new revision of this year.