Several codes and standards regulate boiler specification, plus energy efficiency and efficacy of these boiler systems.
Boilers for heating and domestic hot water systems are used in many nonresidential buildings and across campuses. With the advent of steam engines and boilers, the Industrial Revolution changed the way people lived by introducing machinery to daily life. This machinery allowed goods to be manufactured, transportation to move at higher speeds, and homes to be heated. However, boiler design and construction in the 19th century was not regulated, and resulting boiler explosions led to substantial rates of injury and loss of lives.
In reaction, the American Society of Mechanical Engineers (ASME) formed and issued a standard regulating the construction of stationary boilers. Since then, several codes and standards regulating the specification, construction, and design of boilers have been adopted by states and municipalities. With the adoption of more stringent energy conservation codes, engineers are under pressure to specify more efficient boiler system components as well as engineer a more efficient system. The success of these standards has led to widespread use of boilers for HVAC and domestic hot water systems in nonresidential heating systems and across campuses. To design a safe and efficient heating system, engineers need to be familiar with these codes, standards, and efficiency ratings.
ASME Boiler Pressure Vessel Code
The ASME Boiler Pressure Vessel Code, initially issued in 1914 under another name, is used in the United States and Canada to specify boiler construction requirements, and is often adopted by state and municipality building and mechanical codes, and boiler and pressure vessel codes through the legislative process. The code is organized into 12 sections, including requirements for the nuclear power industry. An overview of the sections relevant to commercial boiler construction requirements follows.
Section I—Power Boilers covers electric boilers, miniature boilers, and high-temperature boilers for stationary service and power boilers for portable service. Section II—Materials covers specifications for ferrous and nonferrous materials. Section IV—Heating Boilers covers rules for design and construction of a heating boiler, defined as a steam boiler with design pressure less than 15 psi, or a hot water boiler with design pressure less than 160 psi and design temperature less than 250 F. Requirements for high-pressure power boilers are more stringent and are discussed in Section I.
Section V—Nondestructive Examination contains examination methods required by other code sections to detect discontinuities in parts and components. Section VI—Recommended Rules for the Care and Operation of Heating Boilers and Section VII—Recommended Guidelines for the Care of Power Boilers include guidelines and recommendation for maintaining plant safety. Section VIII—Pressure Vessels contains construction requirements for constructing pressure vessels. Section IX—Welding and Brazing Qualifications has rules for qualification of welding and brazing procedures and welders and brazers.
To receive an ASME Code Symbol stamp on the boiler shell ensuring compliance with ASME Code requirements, a boiler must be tested and inspected by a certified third-party inspector.
ASME Performance Test Code
The ASME PTC 4-2013 Fired Steam Generators, updated in February 2014, contains two methods of determining overall boiler efficiency: the direct method and indirect method. The direct method, otherwise known as input-output method, measures the heat addition to steam divided by the gross heat in the fuel. The benefit is that plant operators can evaluate boiler efficiency quickly, requiring few parameters and little instrumentation for measurement/monitoring. However, the direct method does not give the operator any indication of why efficiency may be low.
The indirect method, or “by loss method,” measures several losses in the flue gas, including, but not limited to: loss to dry flue gas, loss due to hydrogen in fuel, loss due to moisture in fuel, loss due to moisture in air, loss due to carbon monoxide, and loss due to surface radiation. To measure these losses, flow measurements, fuel gas stoichiometric analysis, temperature measurements, pressure measurements, and water chemistry analysis are required under controlled laboratory conditions.
When specifying burners and oxygen trim controls for high-pressure steam boilers, design engineers should specify which method manufacturers should use to rate component efficiency. For example, a typical steam boiler specification states, “Burners shall be capable of minimum 8:1 turndown ratio … Minimum input to output efficiency of 82% based on stack loss method shall be maintained for 100% through 25% firing range,” and “Provide oxygen trim control system capable of calculating and displaying boiler efficiency using ASME By Losses Method.”
ANSI Z21.13-2013
Gas-fired low-pressure steam and hot water boilers with capacities between 300,000 and 12.5 million Btu (defined as a steam heating boiler operating at less than 15 psi or a water heating boiler operating at temperatures less than 250 F and pressures less than 160 psi) are design-certified by an accredited testing laboratory in accordance with ANSI Z21.13-2013. Combustion efficiency as measured by this standard is a steady state efficiency rating that does not reflect actual operating conditions. The unit is operated at full-fire for 30 min to “soak” the metal with heat and operated at full-fire at 100% capacity for the entire 30-min test period. In addition, the method uses 80 F entering water temperature and a 100 F temperature rise on the water-side. Several consequences of this method cause efficiency ratings not to translate directly to fuel savings.
First, some of the boiler’s capacity will be required to “soak” the heat exchanger surface before useful heat transfer will begin, which leads to efficiency losses at each start or cycle. Second, most boiler plants are oversized to provide sufficient heating on a design day with a safety factor as a cushion. Boilers with limited turndown or 100% on/off capabilities resort to cycling to meet part-load conditions, which can lead to dramatic efficiency loss. Finally, efficiency increases as inlet water temperature drops, with a dramatic increase at temperatures less than 135 F due to condensing gases releasing latent energy.
Less expensive noncondensing boilers are often constructed of cast iron parts and must operate with an entering water temperature above 140 F to avoid corrosive condensate in the flue stack/heat exchanger and probable breaches in warranty. If a noncondensing boiler is operated at 140 F inlet temperature to maintain warranty and protect the boiler, real-world operating efficiency would decrease significantly when compared to rated efficiency.
Energy efficiency
When discussing boiler efficiency and comparing published boiler ratings, efficiency must be defined and the parameters used to rate efficiency clearly qualified. ASHRAE Standard 90.1-2013: Energy Standard for Buildings Except Low-Rise Residential Buildings, lists minimum efficiency requirements for hot water and steam boilers. Minimum efficiencies are combustion efficiency or thermal efficiency for boilers with input greater than 300,000 Btu/h and annual fuel utilization efficiency (AFUE) for boilers with input less than 300,000 Btu/h. The 2012 ASHRAE Handbook–HVAC Systems and Equipment defines boiler efficiency as follows:
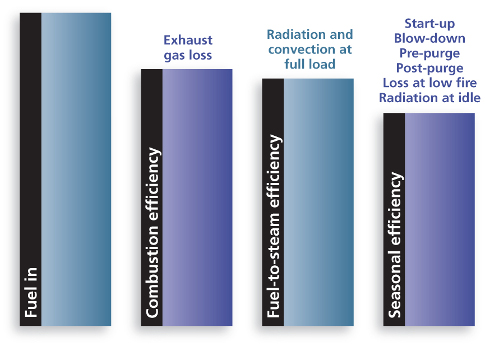
Combustion efficiency: “Input minus stack loss (flue gas outlet) divided by input.” Combustion efficiency equals the total heat released in combustion, minus heat lost in the stack gases divided by total heat released. According to the 2012 ASHRAE Handbook–HVAC Systems and Equipment, combustion efficiencies range from 75% to 80% when in the noncondensing mode for most noncondensing boilers operating at return water temperature above 140 F, and 88% to 95% for condensing boilers operating at return water temperatures less than 130 F. If a condensing boiler is operated at return water temperatures higher than 140 F, efficiencies would approach standard efficiencies.
Overall efficiency: “Gross energy output divided by energy input.” Overall efficiency, also known as fuel-to-steam efficiency or thermal efficiency, is the combustion efficiency minus the heat lost due to convection and radiation.
Seasonal efficiency or AFUE: “Actual operating efficiency that the boiler will achieve during the heating season at various loads.” Combustion and overall efficiency refer to efficiency of boilers when operating at steady state condition, often at unrealistic operating conditions that could potentially void boiler warranties. Figure 1 shows the relationship between efficiency ratings. ASHRAE Standards Project Committee 155P has a working draft titled “Method of Testing for Rating Commercial Space Heating Boiler Systems” that seeks to define test measures to determine a seasonal efficiency based on the boiler’s efficiency as a function of load, the building’s load profile, realistic design entering and leaving water temperatures, the use of supply temperature reset, and boiler blow-down and purge.
Heating accounts for 35% of total energy consumption in this country’s commercial buildings according to the U.S. Energy Information Administration (EIA), and because a large fraction of a facility’s energy consumption and cost is associated with the boiler system, single-digit efficiency increases have a significant impact on reducing facility and nationwide energy cost in absolute terms. Several technologies and upgrades discussed below increase system efficiency beyond the minimum values prescribed in ASHRAE Standard 90.1.
High-performance burners
Historically, burners consisted of a single linkage rod connected to air dampers and fuel valves driven by a common motor varying fuel firing rate and fuel-to-air ratio. Several disadvantages reduced boiler efficiency and decreased boiler life. Because the linkage was mechanical in nature, boilers with dual-fuel requirements were set up to burn the backup fuel, which often compromised efficiency when firing the primary fuel.
With a linear cam actuator, the linkage system was adjusted for maximum fire or low fire, which leads to reduced efficiency in mid-range applications. In addition, hysteresis and inaccuracies lead to wasteful excess air at low firing rates. Other disadvantages include a low burner turndown ratio. Oversized boilers and antiquated burner turndowns of 3:1 lead to excessive burner cycling, purge cycles, and boiler thermal shock.
With the introduction of programmable linkageless burners, direct digital control, and individual stepper motors for each fuel and air function, fuel-to-air ratio can be optimized for multiple fuels over the entire firing range. Turndown can reach 8:1 to 15:1, which leads to reduced boiler start/stop cycles, better load control, and significant fuel savings.
Oxygen trim and blower VFDs
Air is 79% inert (nitrogen, argon, and water vapor), so 5% excess air contains roughly 1% oxygen. In an ideal world, excess air would be limited to avoid heat loss in the flue gas; however, excess air provides a safety factor to avoid incomplete combustion. Operating at excess air fractions less than 9% results in unburned combustibles, and operating at high excess air fractions results in heat loss due to heating inert parts of the combustion air.
Well-designed natural gas-fired systems can operate on 12% to 15% excess air or 3% to 5% excess oxygen. An oxygen “trim” system provides feedback to burner controls to automatically minimize excess air for the range of fuel firing rates and inlet air conditions, without increasing NOx or CO emissions. Air-to-fuel ratios and the excess air fractions are based on mass, so oxygen “trim” systems require forced draft power burners with blower variable frequency drives (VFDs) to vary the airflow based on temperature and barometric conditions.
Condensing boilers
Boilers combust fuel and oxygen contained in air to release the fuel’s heat energy. The products of combustion of natural gas include carbon dioxide and water vapor. In a conventional boiler, the flue gas temperature is kept above the flue gas dew-point (roughly 140 F) to prevent the water vapor from condensing in the boiler or exhaust stack and avoid corrosion of of cast-iron, steel, or copper components. Water vapor contains a significant amount of latent heat energy—roughly 1000 Btu per pound of water. Roughly 9% of the fuel’s total heat energy is contained in the water vapor.
Condensing boilers are equipped with high-efficiency heat exchangers designed to extract the latent heat energy of water vapor at return water temperatures below 135 F normally lost in conventional boilers and sensible heat energy from flue gas temperature change, leading to efficiencies in the mid- to high-90th percentile. Because the condensed flue gas is highly corrosive, condensing boilers must be constructed from stainless steel and aluminum alloys in place of carbon steel. This increase in efficiency comes at the price of higher first cost when compared to a noncondensing boiler.
Condensing boiler plants have the opportunity to significantly reduce energy consumption and costs. The Green Proving Ground (GPG) program evalulates new technologies in association with independent researchers and subjects selected technologies to real-world measurement and verification in GSA’s real estate portfolio. As part of its “Condensing Boiler Assessment: Peachtree Summit Federal Building, Atlanta, Georgia,” Pacific Northwest National Laboratory (PNNL) monitored data from a modular condensing boiler plant and found that, after normalizing results based on weather, the condenser boiler plant had a reduced natural gas consumption of 14% when compared to a nominal 80% efficient boiler plant.
Durkin (2006 ASHRAE Journal) analyzed 10 schools after converting from low-pressure steam to low-temperature hot water condensing boiler plants. Energy cost savings due to the conversion averaged 68%. Energy cost savings of 10 schools that converted from a conventional 180 F hot water heating system to a low-temperture modular condensing boiler system averaged 49%. Changing from a standard 180 to 150 F system to a 140 to 110 F system would require evaluation and replacement of existing coils to increase surface area and heat transfer.
Economizers and turbulators
Boiler stack economizers preheat boiler feed-water by exchanging heat between hot flue gas and boiler feed-water. Because boiler economizers are inserted into the boiler stack, the interior of the heat exchanger must be constructed to withstand the corrosive effects of condensing gases. Heat exchanger fins are typically constructed of stainless steel. Without an economizer, exhaust gas temperature can be 450 to 650 F. A well-designed economizer can reduce flue gas temperatures to 170 F. As a rule of thumb, every 40 F reduction in flue gas temperature increases boiler efficiency by 1%.
In a fire-tube boiler, hot combustion gases enter the tubes in a turbulent flow regime, but degrade to a laminar flow regime within a few feet. A boundary layer of cooler gas forms around the tube walls, which reduces heat transfer. Inserting baffles, metal strips, or spiral blades, known as turbulators, can break up the laminar boundary and increase turbulence. DOE estimates turbulators can be installed for $10 to $15 per tube, which provides a lower cost option when compared to other energy-efficiency improvements.
Ensuring safety
Two fundamental canons consulting engineers must abide by include “holding paramount the safety, health, and welfare of the public” and “acting for each employer or client as faithful agents or trustees.” Boiler codes and standards were developed and will continue to evolve to regulate boiler specification and construction, striving for safe and reliable boiler systems. Energy standards and codes are increasing minimum efficiency requirements, causing owners and engineers to seek solutions and technologies beyond those used in the past. In light of these trends, and to best serve our clients, consulting engineers must be familiar with codes and standards to design and specify safe, efficient, and cost-effective boiler and domestic water heating systems.
Dylan M. McWhirter has 5 years of mechanical engineering experience with ccrd in Houston. His primary project expertise is mechanical system design in the laboratory and health care industries, and he is also heavily involved in the ccrd energy group, which is focused on developing energy models for U.S. Green Building Council LEED projects and target energy usage intensity metrics for Architecture2030 Challenge.



